刀具技术-国际品牌-德国钴领Pionex高性能螺纹加工丝锥
- 更新时间 2026-04-21 20:06:16

《刀具界》以推广先进的金属切削技术为己任
Pionex系列丝锥作为钴领旗下高性能螺纹加工刀具,始终以突破传统丝锥性能局限为核心目标,自上市以来凭借卓越表现收获市场广泛好评。2026款Pionex丝锥完成全方位升级,依托精准几何设计、高性能涂层及高效排屑方案,实现刀具寿命大幅延长、加工扭矩显著降低、螺纹精度稳定达标,全面赋能金属切削领域提质增效,成为高端制造场景下螺纹加工的优选工具。
Pionex系列最初专为高性能应用场景研发,首款产品为挤压丝锥。传统挤压丝锥仅采用磨削工艺生产,这一单一工艺会导致丝锥表面涂层下残留细微磨削痕迹,且该问题在丝锥与工件接触的螺纹加工部位尤为突出,直接影响加工效果与工具使用寿命。
这种带有磨削痕迹的涂层表面形貌,会给螺纹加工带来多重负面影响,具体如下:
•加工过程中热量生成量显著增加,易影响工件加工精度;
•加工扭矩增大,增加设备负荷,同时加剧丝锥损耗;
•挤压丝锥的压力点磨损速度加快,缩短刀具使用寿命;
此外,磨削痕迹还会导致待加工材料在挤压丝锥的螺纹齿侧堆积,这种现象被称为冷焊,会进一步破坏加工精度、降低加工效率,成为制约高端螺纹加工的关键痛点。
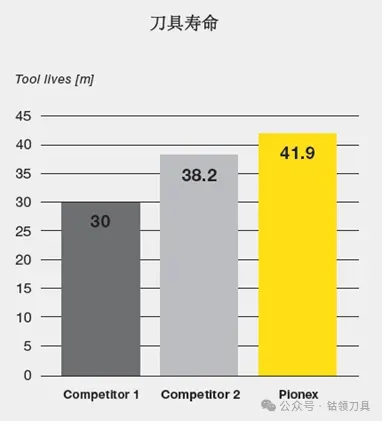
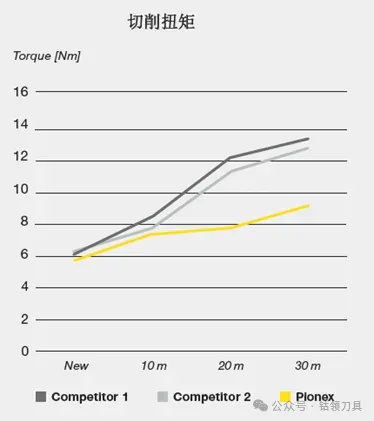
为彻底解决上述问题,钴领公司对Pionex系列进行全方位技术升级,采用改良型几何结构、精密表面处理、优化刃口制备及新型涂层技术四大核心改进方案。通过这些升级,丝锥与工件的接触面积得到精准优化,不仅使加工温度显著降低,更将加工扭矩和轴向力减少30%,最终实现刀具寿命的大幅提升。值得一提的是,得益于全新抛光工艺与冷成型工艺的结合,该系列丝锥具备极高的表面光滑度,从根源上杜绝材料堆积与磨损问题,进一步保障加工稳定性。
加工案例
螺纹:M8 被加工材料:42CrMo4 线速度:15 m/min
Pionex系列切削丝锥,以优化排屑性能为核心目标——排屑不畅是影响丝锥寿命的最常见因素。尤其是深盲孔加工,在丝锥从材料中反向退出时,排屑受阻极易导致刀具崩损、工件划伤等问题,Pionex盲孔丝锥采用创新槽形与Slidur专用涂层,实现排屑稳定可控,有效保护刀具与工件免受损伤;锋利的切削刃使切削力降低约20%,研磨去除中心顶尖,可实现近孔底的高精度螺纹,大幅提升小直径规格丝锥的加工稳定性,兼顾耐用性与加工精度,完美适配深盲孔等复杂加工场景。
通孔丝锥则以高刚性与高可靠性为核心优势,通过优化倒角直径,使切削力分布更均匀,刀具寿命最高提升20%;搭配Sirius复合涂层,融合高韧性TiAlN与高稳定性ZrN两种材质,兼具优异的耐磨性与顺畅的排屑性能,适配高速稳定攻丝需求,长期使用磨损均匀,可有效保障批量加工的一致性,提升生产效率。
案例:

Pionex系列已拥有多种不同规格的产品,涵盖M、MF、UNC、UNF及BSP、Rp、EG等多种螺纹类型,可满足不同加工场景的多样化需求。根据应用场景差异,该系列丝锥分别采用钴高速钢和粉末冶金高速钢制造,兼顾性价比与高性能,适配不同材质、不同精度的加工需求。
具体规格请参考在线样册:
https://e-catalogue.guehring.com/frontend/getcatalog.do?catalogId=1264727
从汽车零部件、精密模具到通用机械加工,Pionex丝锥凭借长寿命、低扭矩、高精度、应用广泛四大核心优势,帮助企业缩短加工节拍、减少换刀频次、降低生产成本,为高效稳定的螺纹加工提供一体化解决方案,助力制造业实现更高产能与更优品质,赋能高端制造产业升级。





 在看↓
在看↓