500强精益生产第七课:精益生产线设计,让效率“按需调节”
本文内容整理自某500强制造企业的内部培训材料,结合个人实践总结而成。前六课我们聊了价值流规划、标准化、均衡、消耗控制、5S和防错法。今天讲一个更高阶的话题:精益生产线设计。什么是精益生产线设计?
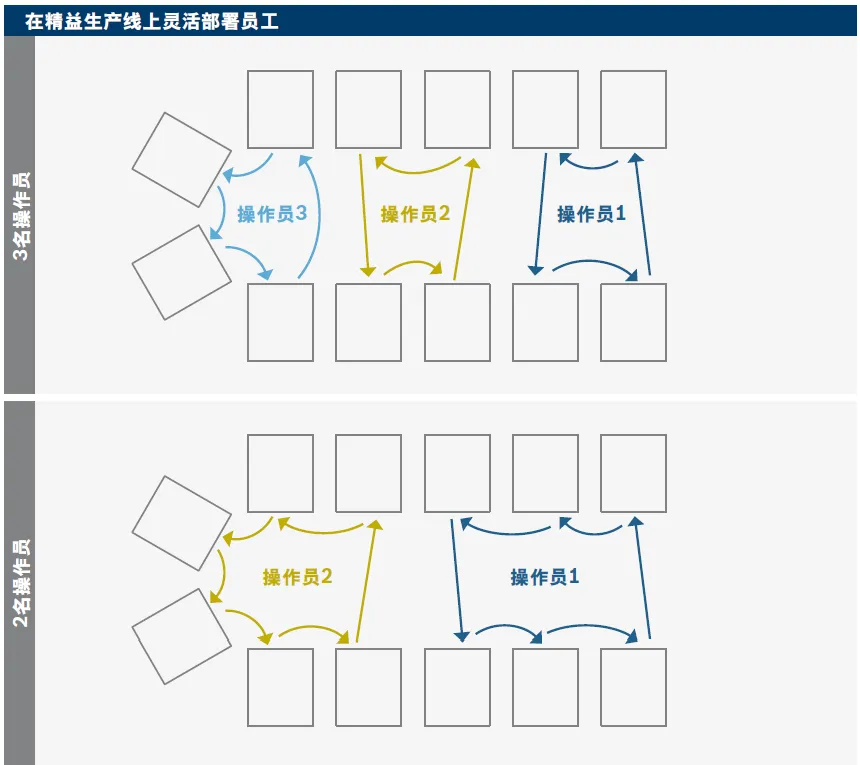
简单说,就是设计一条能根据订单量灵活调整人数的生产线。它的核心理念是:员工随产品移动,而不是固定在工位上。订单多时加人,订单少时减人,生产力始终保持稳定。精益生产线的特点
为什么是U型布局?
一位员工可能要在多个工作站之间移动,U型布局让员工从起点到终点的行走路线最短,减少无效走动。怎么设计?
第一步:收集所有重复性的手工操作步骤及所需时间,按合理顺序排列,建立“无浪费”的操作序列。第三步:调整手工和自动化步骤,使其符合目标节拍时间。第四步:规划不同产量下的员工数量及工作内容分配方案。第五步:检验、运行,通过持续改善(Point CIP)稳定。精益生产线的价值
传统生产线,人围着设备转;精益生产线,设备围着人转。你的产线,是哪种?
第一课《价值流规划》· 第二课《标准化工作》· 第三课《均衡》· 第四课《消耗控制》· 第五课《5S》· 第六课《防错法》