本文内容整理自某500强制造企业的内部培训材料,结合个人实践总结而成。
前几课聊了价值流规划、标准化和均衡。今天聊第四课:消耗控制——拉动生产的核心抓手。
一家发动机工厂的真实故事
某发动机工厂,产线上堆满零件。叉车司机不停送货,仓库看到库存低了就让采购补货,采购怕断货多订20%。
结果:曲轴堆到天花板,某型号螺栓却经常断货,产线等料停线。年终盘点,库存积压800万,停线损失200万。
问题出在哪?采购凭经验、仓库凭感觉、产线凭运气——没有人知道“到底该补多少”。
什么是消耗控制?
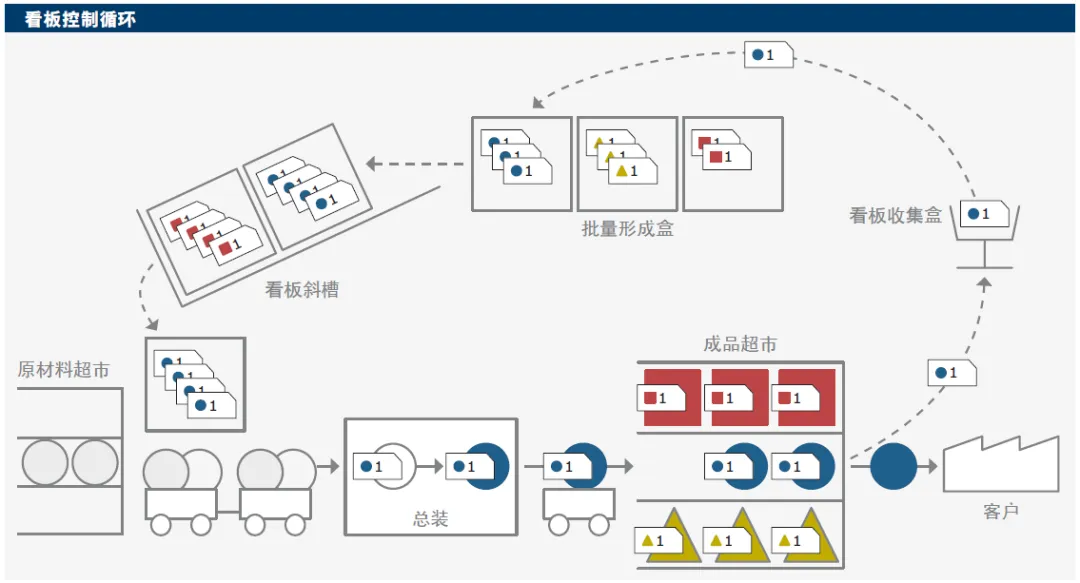
消耗控制,核心就一句话:用多少,补多少。
当下游工序从超市(中间库存点)取走零件时,就触发一个补货信号,上游才知道“该生产了”。
三种常见方式:
看板方式:通过卡片或电子信号传递“零件被取走”的信息
双箱原则:准备两箱零件,用完一箱,空箱子本身就是补货信号
最小-最大法:设定库存上下限,低于下限就补,补到上限就停
消耗控制 vs 传统补货
消耗控制适合什么产品?
不是所有产品都适合消耗控制。
常规品种(高频款):需求稳定,适合用看板循环管理
特殊品种(稀有款):按客户具体需求生产,不适用消耗控制
先把产品分类,再决定用哪种方式管理。
怎么落地?
第一步:从定拍点开始设计
定拍点是整条产线的节拍发源地。从后往前推,先设计定拍点的控制循环。
第二步:确定关键参数
需要收集的数据:产能、换型时间、补货周期、客户波动等。
第三步:计算看板数量和超市大小
根据这些参数,计算需要多少张看板卡、超市需要多大。
第四步:参数变化时重新设计
当均衡模式调整或换型时间变化时,控制循环需要重新计算。
第五步:导入期持续优化
通过点持续改善稳定系统,让消耗控制真正跑起来。
消耗控制的价值
✅ 防止过度生产——只生产被消耗的部分
✅ 库存精确可控——不积压、不断货
✅ 降低管理复杂度——简单的信号代替集中计划
✅ 为均衡生产提供支撑——稳定的消耗节奏
消耗控制的本质,不是“算出来要补多少”,而是“用完了就补”。
你的产线,还在凭经验决定补多少货吗?
📌系列回顾:第一课《价值流规划》· 第二课《标准化工作》· 第三课《均衡》
👉下节课预告:第五课——5S,一切改善的起点