本文内容整理自某500强制造企业的内部培训材料,结合个人实践总结而成。
精益生产第三课:均衡,让产线不再“忙闲不均”
前两课聊了价值流规划和标准化工作。今天聊第三课:均衡——精益生产中最容易被低估的武器。
一家零部件工厂的真实故事
某汽车零部件厂同时给两家整车厂供货:
整车厂 A:每月 5000 套,型号固定
整车厂 B:每月 500 套,涉及 8 种型号
传统做法:哪个催得急,就先集中做哪个。结果产线每月都在“冲刺—等待—再冲刺”中折腾。
问题出在哪?客户需求是波动的,但产线的生产能力是固定的——两者之间没有缓冲。
什么是均衡?
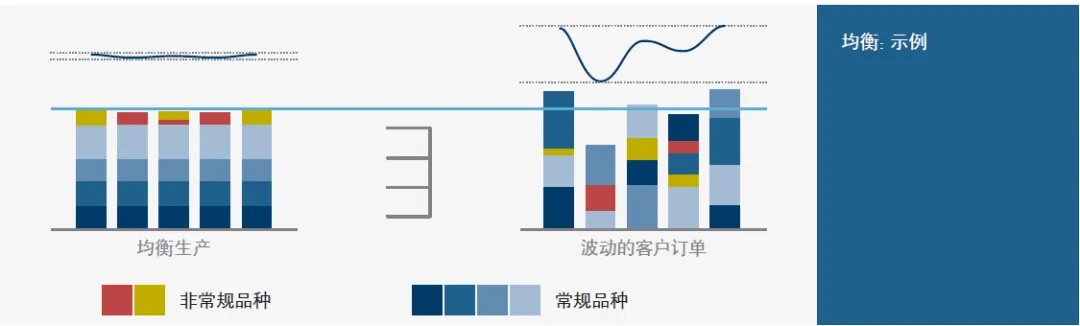
均衡(Heijunka),就是把波动的客户订单转化为平稳的生产节拍。
怎么做?在客户和产线之间设一个缓冲。需求波动先“存”进去,产线再按稳定节奏取料生产。
好比水库:洪水来时先拦住,再慢慢泄放,下游就不会被淹。
两类订单,两种策略
优化后,A 型号每天稳定产出 250 套,B 型号均匀排入每月计划。产线节拍平稳,再也没有“冲刺月”。
为什么要做均衡?
✅ 小批次让异常立刻暴露,问题藏不住
✅ 缩短前置期,订单交付更快
✅ 降低库存,减少资金占用
✅ 稳定排班,不用临时加班
✅ 供应商也能收到稳定的采购计划
三步落地
第一步:找准定拍点
定拍点是整条产线的节拍发源地。从后往前推,最终装配工序通常就是定拍点。
第二步:设定均衡周期
根据客户下单频率设定:按日要货→天;按周要货→周。同时设定缓冲库存——太小扛不住波动,太大又积压。
第三步:配合快速换型
均衡让批次变小、换型变多。必须同步优化换型,否则换型成本会吃掉均衡的收益。
均衡的本质
均衡不是让产线慢下来,而是让它稳下来。
稳了,问题才看得见;看得见,才能改得快;改得快,才能真正省钱。
你的产线,有没有因为“一批急着做完等下一批指令”而空转的经历?评论区聊聊。
📌系列回顾:第一课《价值流规划》· 第二课《标准化工作》
👉下节课:消耗控制——如何让物料“不多不少刚刚好”